アルミニウムは軽量かつ耐食性に優れ、航空機、自動車、電子機器、建築資材など幅広い分野で利用される金属素材です。しかし、素材の特性を理解せずに加工すると、精度不良やコスト増、加工トラブルにつながることがあります。
今日は、アルミニウム加工の基本から、切削加工・フライス加工・板金加工まで工程別に詳しく解説します。各工程ごとのポイントや注意点、効率化のコツも紹介しているため、初心者から技術者まで役立つ内容です。
アルミニウム加工の基礎知識
アルミニウムの特性
軽量性
アルミニウムの比重は約2.7で、鉄のおよそ3分の1程度です。この特性により、製品の軽量化が求められる分野で大きなメリットを発揮します。輸送機器や産業装置の部品に採用されることで、装置全体の省エネルギー化や作業性向上にもつながります。
耐食性
アルミニウムは空気中で自然に酸化皮膜(アルミナ)を形成します。この緻密な皮膜が内部を保護するため、錆びにくいという特長があります。特別な防錆処理を施さなくても一定の耐食性を確保できる点は、屋外用途や湿度の高い環境下での使用において大きな利点となります。
熱伝導性・電気伝導性
熱や電気を効率よく伝える性質もアルミニウムの重要な特長です。ヒートシンクや放熱部品、電気部品の導体材料などに広く活用されています。特に放熱性を重視する設計では、材料選定の有力な候補となります。
柔らかさと加工性
アルミニウムは比較的柔らかく、切削抵抗が小さいため加工性に優れています。工具摩耗も比較的少なく、高速加工にも適しています。一方で、材料が柔らかいゆえに加工中の変形や反りが発生しやすい点には注意が必要です。また、切削条件や工具の状態によってはバリが発生しやすいため、刃物選定や送り条件の最適化が品質確保のポイントとなります。
加工で注意すべきポイント
アルミニウムは加工性に優れる一方で、特有の性質を理解せずに加工を行うと、寸法精度や外観品質に影響を及ぼすことがあります。安定した品質とコストバランスを実現するためには、材料特性を踏まえた対策が不可欠です。
まず注意したいのが、切削熱による変形です。アルミニウムは熱伝導性が高い反面、熱膨張係数も大きいため、加工中に発生する熱によって寸法変化や歪みが起こりやすい材料です。特に薄肉部品や精度要求の高い部品では、加工順序やクランプ方法、切削条件の最適化が重要になります。必要に応じて切削油やエアブローを活用し、熱の影響を最小限に抑える工夫が求められます。
次に、工具摩耗やバリの発生への配慮も欠かせません。アルミニウムは柔らかいため一見加工しやすい材料ですが、切削条件が適切でない場合、切りくずが刃先に溶着しやすくなります。これにより工具摩耗が進行し、仕上げ面の粗れやバリの増加につながります。鋭利な刃物の選定や適正な回転数・送り速度の設定が、安定加工のポイントです。
さらに、表面仕上げの均一化も課題となる場合があります。材料の組織や加工条件のわずかな違いが、光沢や面粗さのばらつきとして現れることがあります。外観品質が求められる製品では、仕上げ工程の見直しや追加工(研磨・表面処理など)も視野に入れる必要があります。
これらの特性を十分に理解し、用途や形状、求められる精度に応じて最適な加工方法を選択することが、品質確保とコスト最適化の両立につながります。アルミニウム加工では「加工しやすい材料」という先入観に頼らず、特性に応じた適切な管理が重要です。
切削加工の特徴とポイント
切削加工とは
切削加工とは、旋盤やマシニングセンタ(CNC)などの工作機械を用いて、工具で材料を削り取りながら目的の形状に仕上げていく加工方法です。ブロック材や丸棒から不要な部分を除去することで、寸法精度の高い部品や複雑形状の製品を製作できます。
特にアルミニウムは切削抵抗が小さく、高速加工にも適しているため、試作部品や精密部品、薄肉構造部品など幅広い用途に活用されています。三次元形状やポケット加工、ねじ加工などにも対応しやすく、設計自由度が高い点が大きな特長です。
適したアルミ合金と工具
アルミニウムといっても、合金の種類によって強度や加工性は異なります。代表的な切削用合金としては、A5052、A6061、A7075などが挙げられます。
A5052は耐食性に優れ、板金部品や構造材に多く使用されます。A6061は強度と加工性のバランスが良く、機械部品や治具に適しています。A7075は高強度アルミ合金として知られ、航空機部品や高負荷部品に使用されることが多い材料です。用途や求められる強度に応じて合金を選定することが重要です。
工具については、超硬エンドミルやアルミ専用のコーティング工具を使用することで、摩耗や溶着を抑制できます。アルミニウムは柔らかく、切りくずが刃先に付着しやすいため、切れ味の良い工具を選ぶことが品質安定のポイントとなります。
また、刃先角度も重要な要素です。アルミは比較的柔らかいため、鋭角な刃先形状を採用することで切削抵抗を低減し、滑らかな仕上げ面を得やすくなります。適切な回転数・送り速度・切込み量の設定と合わせて、工具選定と刃形状の最適化が生産性向上につながります。
アルミニウムの切削加工では、材料特性を理解したうえで合金と工具を適切に選ぶことが、精度・表面品質・コストのバランスを取るための重要なポイントとなります。
加工条件
アルミニウム加工では、材料特性に適した加工条件を設定することが、寸法精度・外観品質・工具寿命を安定させる重要な要素となります。
まず基本となるのが、高回転・低送りでの切削です。アルミニウムは切削抵抗が小さく高速加工に適していますが、熱膨張しやすい材料でもあります。主軸回転数を高めに設定し、送りを適正範囲で抑えることで、過度な切削抵抗や発熱を防ぎ、変形リスクを低減できます。特に薄肉部品や精度要求の高い部品では、熱の影響を最小限に抑える条件設定が重要です。
次に、切削液の活用も欠かせません。アルミは切りくずが刃先に溶着しやすいため、切削液を使用することで潤滑性と冷却効果を高め、工具摩耗を抑制できます。これにより工具寿命の延長だけでなく、仕上げ面の粗れやバリ発生の抑制にもつながります。加工内容によってはミストやエアブローとの併用も効果的です。
さらに、段取りの工夫による変形対策も品質安定の鍵となります。クランプ圧が強すぎると加工後にスプリングバックが発生し、寸法不良の原因になります。治具設計や固定位置を工夫し、加工順序を最適化することで内部応力の影響を抑えられます。荒加工と仕上げ加工を分け、時間を置いて応力を逃がす方法も有効です。
アルミニウム加工では、単に削るだけでなく、回転数・送り・冷却方法・固定方法まで総合的に最適化することが、品質と生産性を両立させるポイントとなります。
精度・仕上げ品質向上のコツ
アルミニウム加工で安定した精度と美しい仕上げ面を実現するためには、加工条件だけでなく、工具管理や段取り計画まで含めた総合的な対策が重要です。
まず重要なのが、工具の摩耗管理です。アルミは比較的加工しやすい材料ですが、切りくずの溶着や微細な刃先欠けが発生すると、仕上げ面の粗れや寸法ばらつきの原因になります。定期的な工具点検と交換基準の明確化により、品質の安定化が図れます。特に仕上げ加工では、摩耗の少ない工具を使用することで面粗度の向上が期待できます。
次に、片持ち形状や薄板部品の固定方法への配慮も欠かせません。アルミは柔らかく変形しやすいため、クランプ方法が不適切だと加工中や加工後に歪みが発生することがあります。支持点を増やす、真空チャックや専用治具を活用するなど、加工内容に応じた固定方法を選定することが重要です。加工順序の工夫も、変形抑制に大きく影響します。
さらに、バリ取り工程の計画的な組み込みも品質向上のポイントです。アルミはバリが発生しやすいため、後工程での面取りや手仕上げを想定した工程設計が必要です。自動バリ取りや面取り工具を活用すれば、作業効率と外観品質の両立が可能になります。
精度と仕上げ品質を高めるためには、加工そのものだけでなく、工具管理・固定方法・後処理まで含めた一貫した工程設計が重要です。細部まで配慮することで、安定した高品質なアルミ部品の製作が実現します。
フライス加工での注意点
フライス加工とは
フライス加工とは、エンドミルやフェイスミルなどの回転工具を用いて材料表面を削り、平面・段差・溝・ポケット形状などを形成する加工方法です。マシニングセンタ(CNC)による三次元加工にも対応できるため、量産部品から精密部品まで幅広く利用されています。
アルミニウムは切削性が良好なためフライス加工との相性は良いものの、柔らかく変形しやすい特性があるため、工具選定や加工方向の工夫が品質を左右します。
切削刃と加工方向の選定
フライス加工では、刃の仕様や切削方向の選択が仕上がりに大きく影響します。まず、上刃(アップカット)と下刃(ダウンカット)の選択が重要です。アップカットは切りくず排出性に優れますが、材料を上方向へ引き上げる力が働くため、薄板加工では浮きやバリが発生しやすくなります。一方、ダウンカットは材料を押さえつける方向に力がかかるため、バリの発生を抑えやすく、外観品質が求められる加工に適しています。
また、送り方向と切削条件の設定も反り防止の重要な要素です。アルミニウムは熱や内部応力の影響を受けやすいため、切削深さを一度に大きく取りすぎると変形の原因になります。粗加工と仕上げ加工を分け、切込み量を適切に管理することで、寸法安定性を高めることができます。
さらに、クランプ方法や加工順序を工夫することで、応力バランスを整え、加工後の歪みを最小限に抑えることが可能です。
フライス加工では、工具の特性・加工方向・切削条件を総合的に最適化することが、アルミニウム部品の品質向上と安定生産につながります。
バリの発生と対策
アルミニウムは柔らかく延性が高い材料であるため、切削加工やフライス加工の際にバリが発生しやすい傾向があります。特にエッジ部や穴あけ加工の出口側では、材料が引きちぎられるように変形し、微細な突起が残ることがあります。このバリは外観品質を損なうだけでなく、組立不良やケガの原因にもなり得るため、適切な対策が必要です。
まず重要なのは、切削条件の最適化です。刃先が摩耗していると材料をきれいに切断できず、バリが増加します。鋭利な工具を使用し、適切な回転数・送り速度・切込み量を設定することで、材料を「押しつぶす」のではなく「切る」状態を維持することが大切です。また、アルミ専用工具やコーティング工具の活用も溶着防止とバリ抑制に効果的です。
さらに、後処理工程の計画も品質確保には欠かせません。手作業によるバリ取り、面取り工具の使用、ブラシ仕上げ、バレル研磨など、製品の用途や数量に応じた方法を選定することが重要です。量産品では自動面取りや専用治具を組み込むことで、作業効率と仕上がりの均一化を両立できます。
アルミ加工では「バリが出る前提」で工程設計を行い、加工条件と後処理を組み合わせて対策することが、安定した品質と安全性の確保につながります。
複雑形状加工のコツ
アルミニウムで三次元形状やポケット形状、薄肉構造などの複雑な部品を加工する場合は、工程設計と段取りが品質を大きく左右します。材料が柔らかく変形しやすい特性を踏まえ、無理のない加工計画を立てることが重要です。
まず基本となるのが、複数工程に分けて切削することです。一度に大きく削り取ろうとすると、切削抵抗や発熱が増加し、寸法誤差や歪みの原因になります。荒加工で大まかな形状を作り、仕上げ加工で精度を出すという段階的なアプローチにより、応力の影響を抑えながら安定した精度を確保できます。特に薄肉部では、最終形状を残しながら徐々に肉厚を減らす方法が有効です。
次に、固定治具の工夫によるワークのブレ抑制も欠かせません。複雑形状では接触面積が限られることが多く、クランプ方法が不適切だと振動やたわみが発生します。専用治具の設計や支持点の最適化、真空チャックの活用などにより、加工中の安定性を高めることができます。加工順序と固定位置のバランスを考慮することで、加工後の歪みも抑制できます。
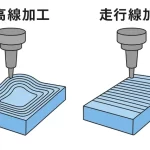
さらに、CAMソフトによる最適な工具パス設計も重要なポイントです。無駄な空走や急激な方向転換を避け、負荷が一定になるようなツールパスを設計することで、工具寿命の延長と面品質の向上が期待できます。等高線加工や走査線加工など、形状に適したパターンを選択することが効率と品質の両立につながります。
複雑形状のアルミ加工では、「工程分割」「安定した固定」「最適な工具パス」の三要素を意識することが、精度・外観・生産性を高いレベルで実現するための鍵となります。
板金加工の基本と応用
板金加工とは
板金加工とは、アルミ板材を切断・曲げ・絞りなどの工程によって成形し、目的の形状へ仕上げる加工方法です。ブロック材を削り出す切削加工とは異なり、材料を塑性変形させて形状を作るため、材料歩留まりが良く、軽量かつコスト効率に優れています。
アルミ板金は軽量で耐食性にも優れているため、装置カバーや制御盤筐体、パネル部品などに幅広く採用されています。また、加工性が良いため、試作から量産まで柔軟に対応できる点も大きなメリットです。
加工時のひずみや反りの抑え方
アルミは柔らかく延性が高い一方で、加工による内部応力が残りやすく、ひずみや反りが発生しやすい材料です。品質を安定させるためには、いくつかのポイントを押さえる必要があります。
まず重要なのが、曲げ半径と板厚のバランスです。板厚に対して極端に小さな曲げ半径を設定すると、割れや表面荒れ、寸法誤差の原因になります。適切な内Rを確保することで、応力集中を防ぎ、安定した成形が可能になります。
次に、曲げ順序や固定方法の工夫も大切です。複数箇所を曲げる場合、順番によっては全体のバランスが崩れ、反りが生じることがあります。外周から内側へ、または応力が分散する順序で加工するなど、工程設計を工夫することで変形を抑制できます。治具やバックゲージの調整も精度向上に直結します。
さらに、加工後の応力除去(焼きなまし)を行うことで、内部応力を緩和し、時間経過による変形を防ぐことができます。高精度が求められる部品や大型パネルでは、後処理工程を計画的に取り入れることが重要です。
アルミ板金加工では、材料特性を理解したうえで設計・工程・後処理まで一貫して考えることが、ひずみや反りを抑えた高品質な製品づくりにつながります。
材料厚さと工具の選定
アルミ板金加工では、材料の厚さに応じた設備・工具の選定が、品質と生産性を左右します。板厚によって必要な加圧力や加工条件が大きく異なるため、適切な組み合わせを選ぶことが重要です。
まず、厚板加工では専用プレス機とダイの使用が基本となります。板厚が増すほど成形に必要な圧力が高くなり、汎用設備では精度や安全性に問題が生じる可能性があります。強度の高いダイや十分な剛性を持つプレス機を用いることで、安定した曲げ精度と寸法再現性を確保できます。また、金型クリアランスの最適化も割れやスプリングバック対策として重要です。
一方で、薄板加工では切断時のバリやひずみへの配慮が欠かせません。アルミは柔らかいため、せん断時に材料が引き伸ばされやすく、エッジ部にバリが発生しやすい特性があります。クリアランス調整や刃物のメンテナンスを徹底することで、切断面の品質向上が図れます。また、薄板はクランプや加工圧によって変形しやすいため、支持方法や加工順序の工夫も必要です。
さらに、工具摩耗を抑える加工条件の設定も品質維持の重要なポイントです。摩耗した工具は寸法誤差やバリ増加の原因となるため、適切な圧力設定や潤滑管理により負荷を抑えることが求められます。定期的な点検と交換基準の明確化によって、安定した加工品質を継続できます。
材料厚さに応じた設備選定と加工条件の最適化を行うことが、アルミ板金加工における精度向上とコスト管理の両立につながります。
高精度加工のポイント
アルミ板金加工や切削加工において高精度を実現するためには、設備性能だけでなく、工程管理と確認作業の徹底が欠かせません。わずかな寸法誤差や角度ずれが、組立不良や外観品質の低下につながるため、加工前後の管理体制が重要になります。
まず基本となるのが、定規やゲージを用いた曲げ角度・寸法の確認です。曲げ加工ではスプリングバック(戻り)が発生しやすく、設定値と実際の角度に差が生じることがあります。角度ゲージやノギス、専用検査治具を活用し、その都度確認・微調整を行うことで、安定した精度を確保できます。
次に、小ロットであっても精度管理を徹底することが重要です。試作や単品加工では検査工程が簡略化されがちですが、初期段階での精度確認こそが後工程の手戻り防止につながります。ロット数に関わらず基準値を明確にし、検査記録を残す体制を整えることが品質安定の鍵となります。
さらに、CAD/CAMとの連携による誤差低減も有効です。設計データと加工データを統合することで、ヒューマンエラーを防ぎ、寸法ずれを最小限に抑えることができます。加工シミュレーションを活用すれば、干渉や変形リスクを事前に把握でき、実加工時のトラブル回避にもつながります。
高精度加工を実現するためには、測定・管理・データ活用を一体化させた体制づくりが不可欠です。日々の確認作業の積み重ねが、安定した品質と信頼性の高い製品づくりを支えます。
アルミニウム加工のまとめと選び方
アルミニウムは軽量・耐食性・加工性に優れた材料であり、多様な加工方法に対応できることが大きな特長です。しかし、目的や形状、求められる精度によって最適な加工方法は異なります。それぞれの特性を理解したうえで選定することが、品質とコストの両立につながります。
まず、切削加工は複雑形状や高精度が求められる部品に適しています。三次元形状や精密寸法、公差管理が必要な部品では、マシニングセンタや旋盤による削り出し加工が有効です。試作や小ロット生産にも柔軟に対応できます。
次に、フライス加工は平面加工や溝加工をはじめ、立体形状にも対応できる汎用性の高い方法です。工具や加工方向の選定によって外観品質やバリの発生を抑制でき、量産部品にも広く活用されています。
そして、板金加工は筐体やパネル、薄板部品の量産に適した加工方法です。材料歩留まりが良く、軽量構造の製品に向いています。曲げや絞りなどの塑性加工を活用することで、効率的な製造が可能です。
加工方法を選定する際は、用途や必要精度、ロット数、生産コストを総合的に判断することが重要です。また、加工中に発生しやすいバリや変形、工具摩耗などの課題を事前に想定し、工程設計や品質管理体制を整えることで、安定した製品づくりが実現します。
アルミニウム加工では、「どの方法が最適か」を明確にすることが、品質向上とコスト最適化の第一歩となります。