


















































































































押出し成形金型とは?構造・設計ポイント・トラブル対策を徹底解説
押出し成形は、樹脂や金属材料を一定断面形状で連続的に成形できる加工方法として、建材、自動車部品、電子部品、産業資材など幅広い分野で活用されています。その品質と生産性を大きく左右するのが押出し成形金型です。今日は、押出し成形金型の基本から構造、設計時の重要ポイント、さらに現場で頻発するトラブルとその対策までを詳しく解説します。

押出し成形金型とは

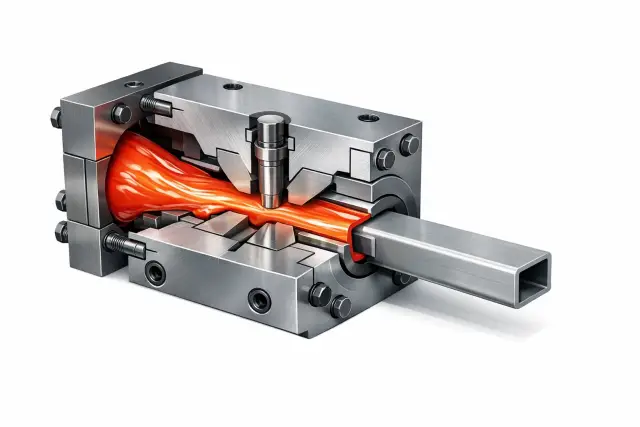
押出し成形金型とは、加熱・溶融または塑性変形した材料を一定形状に成形するための金型で、押出機の先端に取り付けて使用されます。材料は金型内部の流路(ダイ)を通過することで、所定の断面形状に成形され、連続的に押し出されます。
主な対象材料
- 樹脂押出し:PVC、PE、PP、ABS など
- 金属押出し:アルミニウム合金、銅合金 など
特に押出し成形は「長尺」「一定断面」「大量生産」に強みを持ち、金型の出来がそのまま製品品質に直結する加工法といえます。
押出成形材の用途
建築・建材分野
アルミ押出形材は、サッシやカーテンウォール、手すり、フレーム材などに多用されています。複雑な中空断面を一体成形できるため、強度と軽量性を両立できます。断熱構造や配線スペースを組み込んだ設計も可能で、機能性の高い建材として活用されています。
自動車・輸送機器分野
バンパー補強材、フレーム部材、ヒートシンク、レール部品などに使用されています。特にアルミ押出材は軽量化ニーズに応え、燃費向上やEVの航続距離向上に貢献しています。長尺で均一な断面を持つ部品に適しており、車体構造の一部として重要な役割を担います。
産業機械・装置分野
設備フレームや搬送ライン部材、ガイドレールなどに多く使われています。ボルト溝をあらかじめ組み込んだアルミフレームは、組立性が高く、レイアウト変更にも柔軟に対応できます。FA設備や自動化ラインでは欠かせない材料です。
樹脂押出製品の用途
樹脂の押出成形材も日常生活の中で数多く使われています。パイプ、チューブ、窓枠、モール、配線カバーなどが代表例です。断面形状を自由に設計できるため、機能部品としても意匠部品としても活躍しています。
押出成形材の強み
- 一定断面を高精度で量産できる
- 材料ロスが少なくコスト効率が高い
- 軽量かつ高強度設計が可能
- 中空構造や複雑形状を一体化できる
このように押出成形材は、建築・自動車・産業機械・電子機器・日用品まで、幅広い分野で不可欠な材料となっています。断面設計の自由度が高いため、設計段階から活用することで、製品の性能向上やコスト削減につながります。
押出し成形金型の基本構造
押出し成形金型は一体構造ではなく、いくつかの機能部品で構成されています。ここでは代表的な構造を解説します。
ダイ(成形部)
製品の断面形状を決定する最重要部品です。ダイ内部の流路設計によって、材料の流れ方や圧力分布が変化し、寸法精度や表面品質に大きく影響します。
マンドレル(中空成形用)
パイプや中空形状を成形する際に使用される部品で、内径形状を形成します。ダイとの同芯度や位置精度が重要です。
ダイホルダー
ダイを保持・固定する部品で、押出機との取り付け精度や剛性を確保する役割があります。
フロー調整部
材料の流速を均一化するための流路調整構造です。特に複雑断面や肉厚差のある製品では不可欠な要素となります。
押出し成形金型の設計ポイント
押出し成形金型の設計では、単に形状を再現するだけでなく、材料特性・加工条件・量産性までを考慮する必要があります。
材料流動を意識した流路設計
材料は金型内部で均一に流れなければ、寸法ムラや反り、表面不良の原因になります。流路長さや断面積を適切に設計し、圧力損失を均一化することが重要です。
押出し抵抗と成形安定性
押出し抵抗が大きすぎると、設備負荷や金型摩耗が増大します。逆に小さすぎると寸法安定性が低下します。適切なクリアランスとランド長の設定が求められます。
金型材質の選定
耐摩耗性・耐熱性・加工性を考慮した材質選定が重要です。
- 樹脂押出し:工具鋼、ステンレス鋼
- アルミ押出し:熱間工具鋼
製品ロットや押出条件によって最適な材質は異なります。
メンテナンス性を考慮した設計
分解・清掃・研磨が容易な構造にすることで、金型寿命の延長と安定生産につながります。
押出し成形金型で発生しやすいトラブルと対策
寸法不良・肉厚ムラ
押出し成形金型では、寸法不良や肉厚ムラといったトラブルが比較的発生しやすく、量産安定性や製品品質に大きな影響を与えます。特に長尺製品や断面形状が複雑な製品では、わずかな流動差が最終寸法に直結するため、金型設計段階での配慮が極めて重要です。
これらの不具合の主な原因は、材料流動の不均一にあります。押出し工程では、樹脂や金属が金型内部を通過する際に圧力や温度の分布が変化します。流速に偏りがあると、一部が過充填になり、別の部分では充填不足が発生し、結果として寸法ばらつきや肉厚ムラにつながります。また、金型内部の流路バランス不良も大きな要因です。流路の長さや断面積、分岐形状に差があると圧力損失に偏りが生じ、均一な吐出が難しくなります。
対策として重要なのが、フロー調整部の見直しです。流路形状やクリアランスを再検討し、各部の圧力バランスを整えることで、材料の流れを均一化できます。流動解析を活用しながら、微細な形状修正を行うことで、安定した断面精度を確保することが可能です。
さらに、ダイランド長の最適化も有効な改善策です。ダイランドが短すぎると材料が十分に整流されず、形状が安定しません。一方で長すぎると圧力損失が増加し、過度なせん断や温度上昇を招く恐れがあります。材料特性や押出し条件に応じた適正な長さを設定することで、寸法精度の向上と加工負荷の低減を両立できます。
押出し成形における品質安定は、金型内部の流動設計にかかっています。流路バランスとダイランド設計を適切に見直すことが、寸法不良や肉厚ムラの根本的な改善につながります。
表面粗れ・スジ状不良
押出し成形金型において発生しやすい不具合の一つが、表面粗れやスジ状不良です。製品外観の品質を大きく左右するため、見た目の問題にとどまらず、製品価値や信頼性にも影響を及ぼします。特に外観部品や意匠性が求められる製品では、わずかな表面異常でもクレームや再加工の原因となります。
主な原因として挙げられるのが、金型表面の摩耗や傷です。長期間の使用により金型内部の流路やダイランド部が摩耗すると、微細な凹凸が生じ、材料の流れが乱れます。その結果、製品表面に粗れや縦スジが発生します。また、金型の組付け時やメンテナンス時の微細な打痕や擦り傷も、成形品に転写されることがあります。
さらに、材料の滞留や焼けも大きな要因です。流路内で材料が一時的に滞留すると、熱履歴が過度にかかり、分解や炭化が発生します。この劣化物が流出することで、スジ状不良や黒点、表面荒れとして現れます。特に流路のコーナー部やデッドスペースは滞留が起こりやすく、設計上の注意が必要です。
対策として有効なのが、金型表面の研磨やコーティング処理です。流路やダイランド部を鏡面に近い状態まで仕上げることで、材料の滑りが向上し、流動が安定します。また、耐摩耗性や離型性を高めるコーティングを施すことで、摩耗の進行を抑え、長期的な品質安定が可能になります。
加えて、流路形状の改善も重要です。滞留しやすい急激な断面変化や鋭角部を見直し、スムーズな流れを確保することで、焼けや分解のリスクを低減できます。流動解析を活用しながら、材料特性に合わせた流路設計を行うことが、表面品質向上の鍵となります。
表面粗れやスジ状不良は、金型の状態と流動設計の両面からアプローチすることで改善できます。定期的なメンテナンスと設計最適化の積み重ねが、安定した外観品質の確保につながります。
押出し不安定・成形品の反り
押出し成形において「押出しが安定しない」「成形品が反る」といった不具合は、量産現場で頻発しやすい代表的なトラブルです。寸法ばらつきや外観不良だけでなく、後工程での組付け不良や歩留まり低下にも直結するため、早期の原因特定と対策が重要になります。
主な原因の一つは、金型内部や材料の温度分布の偏りです。押出し工程では、材料温度がわずかに変化するだけでも粘度が変わり、流速や吐出量に差が生じます。特定の部位だけ温度が高い、または低い状態になると、冷却収縮の差が発生し、結果として反りやねじれが生じます。特に断面形状が非対称な製品では、この影響が顕著に現れます。
もう一つの大きな要因が、押出圧力の変動です。スクリュー回転の不安定さや材料供給のばらつき、流路抵抗の変化などにより圧力が変動すると、吐出量が一定にならず、寸法不良や波打ち現象が発生します。圧力変動は内部応力の偏りも招き、冷却後の反りにつながります。
対策としてまず重要なのが、金型温度管理の最適化です。ヒーター配置や温調回路の見直しを行い、金型全体の温度分布を均一化することで、材料粘度の安定化が図れます。温度センサーを適切な位置に設置し、リアルタイムで管理することも効果的です。温度の安定は、流動の安定そのものに直結します。
さらに、成形条件と金型設計を同時に見直すことが根本的な改善につながります。押出速度、背圧、冷却条件などの成形条件を最適化するだけでなく、流路バランスやダイランド設計も再検証することで、内部応力の発生を抑制できます。設計と条件を切り離して考えるのではなく、相互に影響し合う要素として総合的に調整することが重要です。
押出しの安定化と反り防止は、温度・圧力・流動設計の三位一体の管理が鍵となります。工程全体を俯瞰し、原因を一つずつ潰していくことが、安定した量産体制の構築につながります。
押出し成形金型が製品品質を左右する理由
押出し成形では、成形中に形状を後加工で修正することが困難です。そのため、金型設計段階で品質の8割以上が決まるとも言われています。高精度な押出し成形を実現するためには、金型設計・製作と成形条件を一体で考えることが不可欠です。
まとめ
押出し成形金型は、単なる成形ツールではなく、製品品質・生産効率・コストを左右する中核技術です。構造を正しく理解し、材料流動やメンテナンス性まで考慮した設計を行うことで、不良削減と安定生産を実現できます。
押出し成形でお悩みの場合は、金型設計そのものを見直すことが、最も効果的な改善策となるケースも少なくありません。


