


















































































































センターポンチ(Center Punch)は、金属加工における穴あけ精度を左右する重要な基礎工具です。単なる「印を付ける工具」ではなく、後工程の品質・作業効率・不良率にまで影響を与える存在です。今日は構造・理論・実務視点まで踏み込んで詳しく解説します。
センターポンチの本質的な役割
穴あけ加工では、ドリル刃の先端にあるシンニング部が最初に材料へ接触します。この初期接触の瞬間は、穴位置精度を大きく左右する重要な工程です。
しかし、材料表面が平滑すぎる場合や、ドリル先端がわずかに左右非対称になっている場合、さらに黒皮やスケール、酸化皮膜が残っている場合などは、刃先が安定せず横方向へ滑る「ウォーキング」が発生しやすくなります。ウォーキングが起きると、穴位置のズレや真円度不良、さらには工具破損の原因にもつながります。
こうしたトラブルを防ぐために有効なのがセンターポンチによる下穴位置の明示です。あらかじめ材料表面に小さな凹みを設けておくことで、ドリル刃の先端がその凹みに収まり、物理的に拘束された状態で加工を開始できます。これにより初期の食いつきが安定し、穴位置精度の向上と加工トラブルの低減が実現します。
正確な穴あけ加工の第一歩は、目に見えにくい初期接触の安定化にあります。センターポンチはそのためのシンプルかつ効果的な手法といえるでしょう。
センターポンチの構造と力学的特徴
基本構造
センターポンチは、穴あけ加工の位置決めに用いられるシンプルな工具ですが、その構造と力学的特性には明確な意味があります。
基本構造は大きく三つの部分で構成されています。まずシャンク部は、ハンマーによる打撃力を直接受ける部分です。ここで受けたエネルギーが工具全体へ伝達されます。次にテーパー部は、シャンクから先端へ向かって細くなる形状をしており、打撃による力を効率よく先端へ集中させる役割を担います。そして先端部は一般的に90°〜120°の円錐形状になっており、材料との接触点を極めて小さくすることで応力を一点に集約します。
打撃によって生じたエネルギーは、テーパー形状によって増幅されながら先端へ集中し、材料表面に高い圧縮応力を発生させます。その結果、材料は切削されるのではなく、塑性変形によって局所的に押し込まれ、凹み(圧痕)が形成されます。この圧痕こそがドリルのガイドとなり、穴位置のズレを防止します。
つまりセンターポンチは、刃物のように削る工具ではなく、力を一点に集中させて塑性変形を生じさせるための工具です。構造自体は単純であっても、力の集中と応力制御という観点から見ると、非常に合理的に設計された位置決め用ツールといえるでしょう。
先端角度の違いと使い分け
| 先端角度 | 特徴 | 主な用途 |
|---|---|---|
| 90° | シャープで深い凹み | アルミ・銅など軟質材 |
| 100° | 汎用バランス型 | 一般構造用鋼 |
| 120° | 広く浅い凹み | 硬鋼・ステンレス |
ドリルの先端角(118°)に近い角度を選ぶと、位置決め精度が安定しやすくなります。
種類別の特徴と現場での使い分け
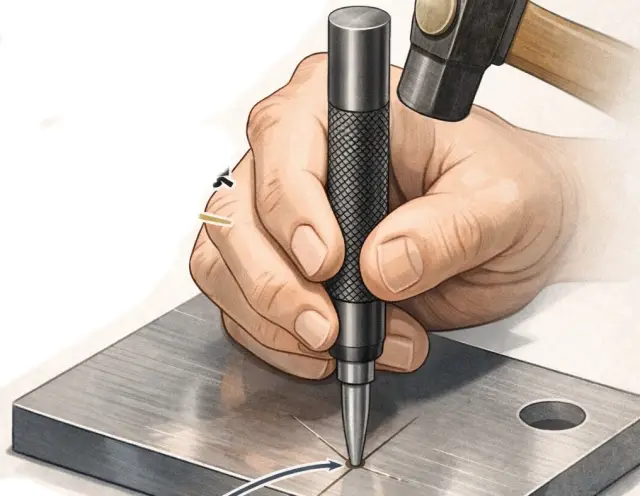
手打ち式センターポンチ
手打ち式は、ハンマーで直接打撃を与えて使用するタイプです。作業者が打撃力をコントロールできるため、材料の硬さや板厚に応じて力加減を調整できる点が大きな特徴です。軽く位置決めを行いたい場合は弱く、確実に深い圧痕を残したい場合は強く打つなど、現場判断で柔軟に対応できます。
特に厚板や硬度の高い材料では、十分な打撃エネルギーが必要になるため、手打ち式が適しています。強い一撃で確実な凹みを形成できるため、ドリルの初期食いつきを安定させやすく、穴位置精度の確保に効果的です。
一方で、打撃力が安定しないと圧痕の深さにばらつきが出るため、作業者の経験や技量も品質に影響します。そのため、量産現場では標準化された打撃条件の管理も重要になります。
厚板加工や硬材への下穴位置決めといった確実性を求める場面では、手打ち式センターポンチが今なお現場の基本工具として活躍しています。
オートセンターポンチ
オートセンターポンチは、内部にスプリング機構を内蔵したタイプの位置決め工具です。ハンマーを使用せず、本体を材料に押し当てるだけで内部バネが圧縮され、一定荷重に達すると自動的に打撃が発生する仕組みになっています。
最大の特長は、片手で作業が完結する点です。ハンマーを持ち替える必要がないため、作業効率が向上し、狭い場所や高所などでも扱いやすくなります。また、スプリングによって打撃力が比較的安定するため、圧痕のばらつきを抑えやすいというメリットもあります。
特に薄板や比較的軟らかい材料の加工、あるいは量産現場での連続作業に適しています。過度な打撃を与えにくいため、材料の変形や裏面への影響を抑えながら、適度な凹みを形成できます。
一方で、厚板や高硬度材のように強い打撃エネルギーが必要なケースでは、十分な圧痕が得られない場合もあります。そのため、材料条件や加工目的に応じて、手打ち式と使い分けることが重要です。
作業性と安定性を重視する現場では、オートセンターポンチは効率化を支える有効な選択肢となります。
精密センターポンチ
精密センターポンチは、微小径の穴あけや高精度が求められる加工に対応するために設計されたタイプです。一般的なセンターポンチよりも先端形状が鋭利かつ高精度に仕上げられており、極めて小さな圧痕を正確な位置に形成できる点が特長です。
微小径ドリルを使用する場合、わずかな位置ズレや圧痕の偏りがそのまま穴精度に直結します。精密センターポンチは、必要最小限の塑性変形でガイドを作ることができるため、穴径に影響を与えにくく、位置精度の確保に有効です。
特にゲージ穴の加工や治具製作など、繰り返し精度や基準精度が重要となる場面で活躍します。過度な打撃による材料変形を避けながら、ドリルの初期食いつきを安定させることが求められるため、力加減や工具状態の管理も重要になります。
高精度加工の現場では、単なる下穴位置決めではなく「精度を守るための工程」としてセンターポンチが扱われます。その中でも精密センターポンチは、精度要求の高い加工を支える専門的な工具といえるでしょう。
実務で差が出る正しい使い方
センターポンチは単純な工具に見えますが、使い方次第で穴位置精度に大きな差が生まれます。実務で安定した品質を確保するためには、いくつかの基本動作を確実に押さえることが重要です。
まず、ケガキ線の交点を正確に狙うことが前提です。視認性を確保し、光の当たり方や目線の角度にも注意しながら、先端を交点の中心に合わせます。わずかなズレでも、そのまま穴位置の誤差として現れます。
次に重要なのが、工具を必ず垂直に保持することです。斜めに打撃すると、圧痕が偏って形成され、ドリルの初期食いつき時に横方向の力が発生しやすくなります。これが位置ズレや真円度不良の原因となります。垂直を厳守することは、精度確保の基本動作といえます。
さらに実務では、「軽打ち → 確認 → 本打ち」という二段階作業が有効です。最初に軽く打って小さな圧痕を作り、位置を確認します。もしわずかにズレていれば修正が可能です。位置が正確であることを確認してから本打ちを行うことで、ミスを未然に防げます。
硬材の場合は、一度に強打するのではなく、数回に分けて徐々に圧痕を深くする方法が安全です。一発勝負で強く打つと、位置修正ができないだけでなく、材料割れや過大変形のリスクも高まります。
精度を求める現場ほど、「一撃で決める」よりも「微調整の余地を残す」工程管理が重要になります。センターポンチは前工程ですが、その丁寧さが最終的な加工品質を左右します。
よくあるトラブルと対策
穴位置がずれる
穴位置のズレやドリルのウォーキングが発生する原因の一つに、センターポンチの角度不適切や斜め打ちがあります。
ポンチ先端の角度が加工内容に適していない場合、形成される圧痕が浅すぎたり、広がりすぎたりして、ドリル先端が安定しません。また、打撃時に工具がわずかでも傾いていると、圧痕が偏心し、ドリルが初期接触の段階で横方向へ逃げやすくなります。これが穴位置精度の低下や真円度不良につながります。
こうしたリスクへの有効な対策として、下穴用のスポットドリルを併用する方法があります。スポットドリルは剛性が高く、先端角も明確に設計されているため、浅くても精度の高いガイド穴を形成できます。センターポンチで位置決めを行った後、スポットドリルで確実な下穴を作ることで、本ドリルのウォーキングを大幅に抑制できます。
特に高精度加工や量産工程では、ポンチ単独に頼るのではなく、スポットドリルとの組み合わせによる工程設計が安定した品質確保につながります。原因を理解し、工具と工程を適切に選択することが、実務で差を生むポイントです。
材料が盛り上がる
センターポンチ作業において、圧痕の周囲が盛り上がってしまう現象が発生することがあります。これは主に過度な打撃が原因です。
強く打ちすぎると、材料は先端直下で大きく塑性変形し、その体積が逃げ場を失って周囲へ押し出されます。その結果、凹みの周囲にバリ状の盛り上がりが生じます。この盛り上がりはドリルの座りを不安定にし、穴位置の微妙なズレや加工面の傷の原因となるだけでなく、薄板では反りや歪みを引き起こすこともあります。
対策として有効なのは、まず軽打ちを基本とすることです。必要以上に深い圧痕を作るのではなく、ドリルが安定する最小限の凹みを形成する意識が重要です。また、材料や用途に応じて先端角度を見直すことも有効です。角度が鋭すぎると応力が過度に集中し、材料流動が大きくなります。適切な角度へ変更することで、過度な盛り上がりを抑制できます。
センターポンチは「強く打つほど良い」という工具ではありません。必要な深さと形状を見極め、力をコントロールすることが、安定した加工品質につながります。
ドリル折損
穴あけ加工においてドリル折損が発生する原因の一つに、センターポンチの凹みが浅すぎることがあります。
圧痕が不十分な場合、ドリル先端が安定せず、加工開始直後に横方向の力が発生しやすくなります。特に小径ドリルでは剛性が低いため、わずかな横滑りでも刃先に曲げ応力が集中し、欠けや折損につながります。また、硬材や表面にスケールが残っている材料では、初期の食いつきが不安定になりやすく、負荷が急激に変動することで工具破損のリスクが高まります。
対策として重要なのは、ポンチ痕を明確に形成することです。ドリル先端が確実に収まる深さと形状を確保することで、初期接触時の安定性が向上します。ただし、過度に深く打つのではなく、材料やドリル径に応じた適切な凹みを作ることがポイントです。
特に小径ドリルや高精度加工では、センターポンチは単なる下準備ではなく、工具寿命を左右する重要工程といえます。適切な圧痕形成が、安定加工と折損防止につながります。
センターポンチと他工具との違い
- ポンチ(プレス用):打ち抜き加工
- ケガキ針:線引き
- スポットドリル:機械加工用位置決め
センターポンチは、手加工と機械加工をつなぐ中間工程を担います。
精度をさらに高める応用テクニック
穴あけ精度をさらに高めたい場合、センターポンチ単体だけでなく、周辺工具や治具との組み合わせが効果を発揮します。ここでは実務で差が出る応用テクニックを紹介します。
まず有効なのが、センタードリルとの併用です。センターポンチで位置決めを行った後、剛性の高いセンタードリルで浅いガイド穴を加工することで、本ドリルの初期食いつきが格段に安定します。センタードリルは短くたわみにくいため、位置精度の高い下穴形成が可能です。量産加工や高精度部品では、ポンチ+センタードリルという二段構えが標準工程として採用されることも少なくありません。
次に、円筒物の加工ではVブロックの使用が重要です。丸棒やパイプはそのままでは安定せず、ポンチ打ちの際に転がりやすくなります。Vブロックで確実に固定することで、工具の垂直保持が容易になり、圧痕位置のズレを防げます。固定精度がそのまま穴精度に直結するため、保持方法の工夫は欠かせません。
さらに、CNC加工前の仮位置決めとしてセンターポンチを活用する方法もあります。大型ワークや段取り替え時に、あらかじめ基準点としてポンチ痕を設けておくことで、段取り確認や原点合わせの補助となります。手作業とNC加工を組み合わせる現場では、こうしたアナログな工程がトラブル防止に役立ちます。
高精度加工は、単一の工具性能だけで決まるものではありません。センターポンチを基点とし、センタードリルや治具、CNC工程と連携させることで、安定した品質と再現性を確保できます。
まとめ
センターポンチは、穴あけ加工の成否を左右する縁の下の主役です。
適切な角度選定、正しい打撃、材料特性の理解によって、加工精度・作業効率・工具寿命が大きく向上します。
金属加工の基礎でありながら、熟練度が結果に直結する工具として、現場では今も重要な役割を果たしています。

