














































































































マシニング加工や金型加工において、CAMでどの加工パスを選ぶかは、仕上がり品質・加工時間・工具寿命に大きな影響を与えます。
特に曲面加工や3D形状の仕上げ工程でよく使われるのが、等高線加工と走行線加工です。
今日は、両者の加工原理・特徴・メリット・デメリットを整理し、どのような場面で使い分けるべきかを詳しく解説します。
等高線加工とは?
等高線加工の概要
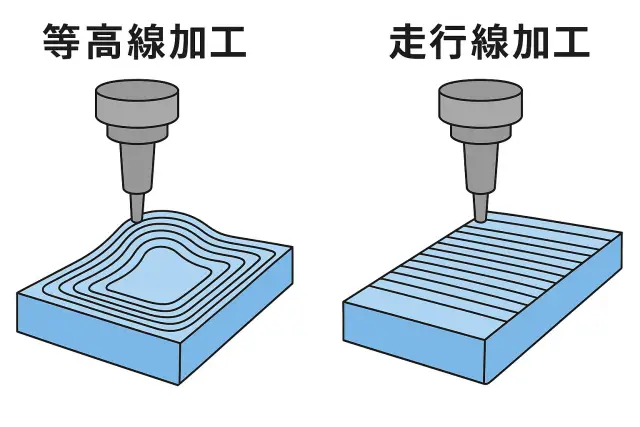
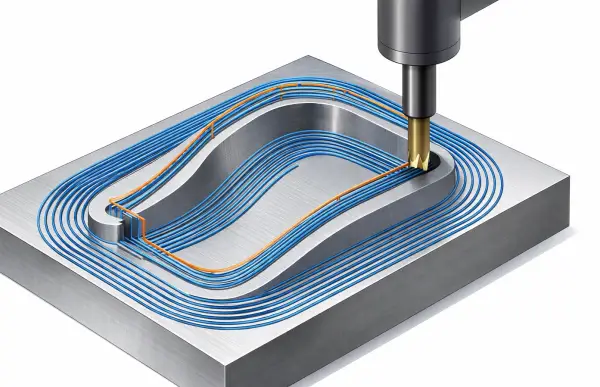
等高線加工とは、一定の高さ(Z方向)ごとに輪郭線をなぞるように工具を動かす加工方法です。
地図の等高線と同じイメージで、形状の外周に沿って一段ずつ削り進めていきます。
主にZレベル加工とも呼ばれ、金型加工や深いキャビティ形状の加工で多用されます。
等高線加工の特徴
- Z方向に一定ピッチで加工パスを生成
- 工具は形状の輪郭に沿って移動
- 比較的シンプルなパス構成
- 深さ方向の形状再現性が高い
等高線加工のメリット
- 壁面精度が高い
垂直面や立ち上がり部分の形状を正確に再現しやすい。 - CAM設定が比較的簡単
初心者でも扱いやすく、安定した結果が得られる。 - 工具負荷が安定しやすい
切り込み量が一定になりやすい。
等高線加工のデメリット
- 底面や緩やかな曲面に段差(スキャロップ)が出やすい
- 仕上げ面の見た目が階段状になることがある
- 高品位な面粗さを求める場合は追加仕上げが必要
走行線加工とは?

走行線加工の概要
走行線加工とは、一定方向に平行な線を描くように工具を走らせる加工方法です。
CAM上では「パラレル加工」「スキャン加工」などと呼ばれることもあります。
主に自由曲面・なだらかなR形状の仕上げ加工で使用されます。
走行線加工の特徴
- X方向またはY方向に一定間隔で工具を走行
- 広い面積を均一に削れる
- 曲面の連続性を表現しやすい
- 工具の移動距離が長くなりやすい
走行線加工のメリット
- 面粗さが均一で美しい仕上がり
- 自由曲面や3D形状に強い
- 研磨工程の削減につながる
- 意匠面・外観品質が重要な部品に適している
走行線加工のデメリット
- 加工時間が長くなりやすい
- 工具負荷が変動しやすく、条件設定が重要
- 立ち壁部分では加工ムラが出やすい
- CAM設定の理解が必要
等高線加工と走行線加工の違いを比較
| 項目 | 等高線加工 | 走行線加工 |
|---|---|---|
| 加工方向 | Z方向段階加工 | X・Y方向平行加工 |
| 得意形状 | 壁面・深溝 | 曲面・R形状 |
| 面粗さ | 段差が出やすい | 均一で美しい |
| 加工時間 | 比較的短い | 長くなりやすい |
| 設定難易度 | 低め | やや高い |
加工現場での使い分けポイント
等高線加工が向いているケース
- 金型の立ち壁・キャビティ側面
- 深さのある形状
- 荒加工~中仕上げ工程
- 加工効率を重視したい場合
走行線加工が向いているケース
- 意匠面・外観部品
- なだらかな自由曲面
- 高品位な仕上がりが求められる場合
- 研磨工数を減らしたい場合
実務では「組み合わせ」が重要
実際の加工現場では、どちらか一方だけを使うケースは少なく、
- 荒加工:等高線加工
- 仕上げ加工:走行線加工
というように、工程ごとに使い分けることで、
加工時間と品質の両立が可能になります。
CAMパス選定は、
形状・材質・要求精度・後工程まで含めて考えることが重要です。
まとめ|加工品質はパス選びで決まる
等高線加工と走行線加工は、それぞれ得意分野が明確に異なります。
- 壁面精度・効率重視 → 等高線加工
- 面品質・意匠性重視 → 走行線加工
加工内容に応じて適切に使い分けることで、
加工品質の向上・コスト削減・納期短縮につながります。
CAM任せにせず、加工パスの意味を理解することが、
安定した高品質加工への第一歩と言えるでしょう。
等高線加工(Zレベル加工)のNCプログラム例
加工内容(想定)
- 加工方法:等高線加工
- 工具:φ10 フラットエンドミル
- 加工対象:ポケット形状(段付き)
- Z方向に一定ピッチで輪郭を削る
%
O1000 (等高線加工 Zレベル加工 プログラム例)
G90 G54 G17 G40 G49 G80
T1 M06 (φ10 エンドミル)
S3000 M03 (主軸回転)
G00 X0 Y0
G43 Z100.0 H01
M08 (クーラントON)
(— 1段目 Z-1.0 —)
G00 Z5.0
G01 Z-1.0 F200
G01 X50.0 Y0.0 F600
G01 X50.0 Y50.0
G01 X0.0 Y50.0
G01 X0.0 Y0.0
(— 2段目 Z-2.0 —)
G00 Z5.0
G01 Z-2.0 F200
G01 X48.0 Y2.0 F600
G01 X48.0 Y48.0
G01 X2.0 Y48.0
G01 X2.0 Y2.0
(— 3段目 Z-3.0 —)
G00 Z5.0
G01 Z-3.0 F200
G01 X46.0 Y4.0 F600
G01 X46.0 Y46.0
G01 X4.0 Y46.0
G01 X4.0 Y4.0
G00 Z100.0
M09
M05
G91 G28 Z0
G28 X0 Y0
M30
%
走行線加工(パラレル加工)のNCプログラム例
加工内容(想定)
- 加工方法:走行線加工(一定方向に平行移動)
- 工具:φ10 ボールエンドミル
- 加工対象:平面〜緩やかな曲面の仕上げ
- 走行方向:X方向
- ピッチ送り:Y方向 2.0mm
%
O2000 (走行線加工 パラレル加工 プログラム例)
G90 G54 G17 G40 G49 G80
T2 M06 (φ10 ボールエンドミル)
S4000 M03 (主軸回転)
G00 X0 Y0
G43 Z100.0 H02
M08 (クーラントON)
(— 1パス目 Y0.0 —)
G00 Z5.0
G01 Z-2.0 F200
G01 X100.0 F800
(— 2パス目 Y2.0 —)
G00 Z5.0
G00 X0.0 Y2.0
G01 Z-2.0 F200
G01 X100.0 F800
(— 3パス目 Y4.0 —)
G00 Z5.0
G00 X0.0 Y4.0
G01 Z-2.0 F200
G01 X100.0 F800
(— 4パス目 Y6.0 —)
G00 Z5.0
G00 X0.0 Y6.0
G01 Z-2.0 F200
G01 X100.0 F800
(— 5パス目 Y8.0 —)
G00 Z5.0
G00 X0.0 Y8.0
G01 Z-2.0 F200
G01 X100.0 F800
G00 Z100.0
M09
M05
G91 G28 Z0
G28 X0


