


















































































































機械加工技能士とは?
機械加工技能士は、金属加工の専門知識と技能を証明する国家資格です。等級は1級・2級・3級に分かれ、等級が上がるほど高度な加工技術と精密さが求められます。特に実技試験では、「正確な加工精度」「段取りのスピード」「仕上げの美しさ」が合格の決め手です。
実技試験の時間は限られており、作業の手順・工具の扱い方・ミス防止策を事前に体得しておく必要があります。
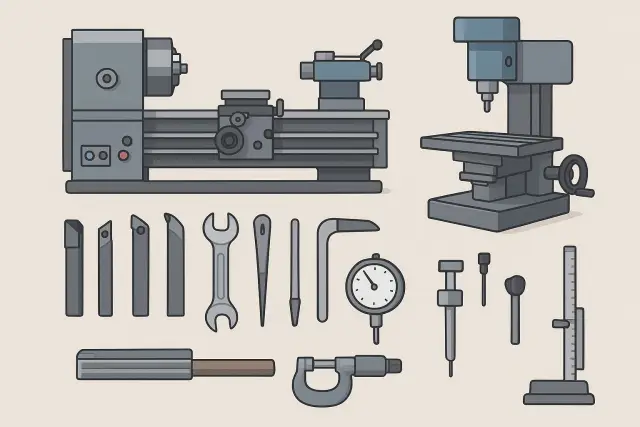
実技試験で使用される主要な工具・機械一覧
旋盤(Lathe)
- 用途:円筒形状、テーパー加工、溝加工など
- 重要ポイント
- バイトの選定(超硬 vs ハイス)
- 切削条件(回転数・送り速度)の設定
- 芯出しの精度(同心度誤差を0.02mm以内に抑える)
フライス盤(Milling Machine)
- 用途:平面加工、溝加工、段差加工
- 重要ポイント
- 工具径・刃数の選び方
- 切削条件とクーラントの使用
- ワーク固定の強度と加工順序の最適化
測定工具
- マイクロメータ、ダイヤルゲージ、ハイトゲージ
- 測定誤差0.01mm以内が求められる
- 試験前にゼロ合わせ(校正)を必ず実施
その他
- バイス・クランプ類
- バリ取り工具(ヤスリ、カッター)
- 面取りカッター・センタードリル
工具・機械を正しく使うためのチェックポイント
刃物の状態管理
- 切れ味が落ちた工具で加工すると、仕上げ面にビビりや段差が出る
- 試験前に必ず刃先を目視・顕微鏡で確認
段取り精度
- バイスの固定位置、チャックの芯出し精度が直接仕上がりに影響
- 芯出し誤差を0.02mm以下に調整することが目標
測定精度
- 実技試験では「自分の測定誤差」で減点されるケースが多い
- 校正済み測定具を使い、何度も繰り返し測る習慣をつける
実技試験で差がつくテクニック
- 加工順序を図面で事前シミュレーション
- 無駄な段取り替えを減らす
- 工程ごとの誤差を累積させない
- バリ取り・面取りの仕上げで高評価を狙う
- 仕上げ面の美しさは合否に直結
- 微細なバリも指先で感じ取れるレベルまで除去
- 時間配分を意識した作業
- 試験時間の70%を加工、20%を測定、10%を仕上げと検査に充てるのが理想
試験対策と実践的な練習法
- 過去課題の図面を使用して段取りから仕上げまで一連の作業を反復練習
- 練習時に「加工時間」「不良率」「測定誤差」を毎回記録し改善点を抽出
- 工具の取り付け、芯出し、測定の動作をスピーディかつ無駄なく行う所作を体に覚え込ませる
試験本番での注意点
- 工具や測定具は必ず清掃してから使用
- 作業台やバイスに切粉が残っていないか確認
- 焦らず「測定→加工→測定」のサイクルを確実に回す
まとめ
実技試験で高得点を取るには、「工具の状態管理」「段取り精度」「仕上げの美しさ」が最重要です。試験直前の練習では、加工のスピードよりも「確実な精度」を優先し、仕上げの細部まで徹底的に磨き込みましょう。



